ЁЁЁЁ
FzfzjxЕМЖСЃКK3502аЭЕиЬКЫПМгФэЛњЪЧгЩЮїУХзггыЙњФкЗФжЏЛњаЕЦѓвЕКЯзїПЊЗЂЕФаТВњЦЗЁЃБОЮФЯъЯИНщЩмДЫПюМгФэЛњЕФадФмВЮЪ§ЁЃЁЁЁЁ
ЁЁЁЁжаЙњЪЧвЛИігазХЪжЙЄБржЏбђУЋКЭВЯЫПЕиЬКЕФЙњМвЁЃжБЕНHoneywellЃЈЧАBASFЃЉТфЛЇЩЯКЃКѓЃЌВХПЊЪМзЊЯђгУBCFБржЏЕиЬКЁЃЫцзХаДзжТЅКЭБіЙндНРДдНЖрЃЌаТЕФЕиЬКЫПЙЄГЇТНајГіЯжЁЃетаЉЙЄГЇzuiГѕЩњВњЕЭжЪСПЕФДиШоЕиЬКЃЌЯждкЩњВњШШЖЈаЭЫПЃЌЖјЧвеМга30%ЕФ*ЁЃжаЙњЯћКФЕФДиШоЕиЬКДг2002ФъЕФ270Эђm2діГЄЕН2004ФъЕФ580Эђm2ЁЃдЄМЦНёКѓЪЎФъЕФФъдіГЄТЪЮЊ10%ЁЃЯждкЃЌМгФэШШЖЈаЭВњЦЗеМУРЙњЪаГЁЕФ80%ЃЌеМХЗжоЪаГЁЕФ55%ЁЋ60%ЃЌЕЋдкЦфЫћЕиЗНЕФ*Ні35%ЁЃжСНёЩаЮДДѓСПЪЙгУИУММЪѕЕФЙњМвдкетЗНУцКмгаПЩФмЛсгаИпЫйЗЂеЙЁЃ

ЮїУХзгK3502аЭЕиЬКЫПМгФэЛњадФмВЮЪ§НщЩм
ЁЁЁЁ
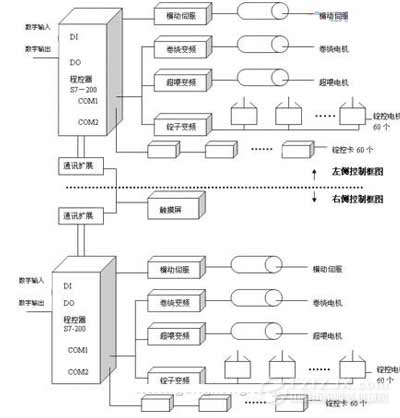
ЁЁЁЁЮїУХзгКЭЙњФкФГДѓаЭЗФЛњЦѓвЕСЊЪжКЯзїЃЌГЩЙІПЊЗЂГіK3502аЭЕиЬКЫПМгФэЛњЁЃK3502аЭЕиЬКЫПМгФэЛњЖЇЪ§ЮЊ120ЖЇЃЛЖЇОр500mmЃЛШЋЛњзмГЄЮЊ37mЁЃПижЦЯЕЭГЮЊЛњЭЗЕчЦјПЊЙиЯфКЭЛњЩэЖЇЮЛПижЦСНИіВПЗжЃЌВЩгУвЛЛњСНВр*ЖРСЂЕФПижЦЗНЪНЁЃЗжзѓВрКЭгвВрСНИі*ЖРСЂШДЯрЭЌЕФПижЦЯЕЭГЁЃЦфжаАќРЈ1ИіЯдЪОЩшЖЈЕЅдЊКЭзѓЁЂгвЯЕЭГЫйЖШПижЦеОКЭзѓЁЂгвЖЇЮЛПижЦеОЁЃ
ЁЁЁЁ
ЁЁЁЁ1ЃЎЯдЪОЩшЖЈЕЅдЊЃКВЩгУЮїУХзгTP270-10ВЪЩЋДЅУўЦСЃЌИКд№ЙЄвеВЮЪ§ЕФЩшжУЁЂПижЦУќСюЕФЯТДяМАећЛњЙЄзїзДЬЌЕФЯдЪОЁЃЯдЪОЦСВйзїЛУцЗжзѓгвСНВПЗжЃЌЗжБ№ЩшЖЈКЭЯдЪОЛњЦїзѓгвВрЕФЙЄвеВЮЪ§КЭдЫзЊзДЬЌЁЃ
ЁЁЁЁ
ЁЁЁЁЦфжївЊВЫЕЅАќРЈШчЯТФкШнЃК
ЮїУХзгK3502аЭЕиЬКЫПМгФэЛњадФмВЮЪ§НщЩм
ЁЁЁЁ
ЁЁЁЁЙЄвеВЮЪ§ЩшЖЈЃКЙЄвеВЮЪ§ЕФЩшЖЈКЭЙмРэЁЃашЩшжУУмТыЁЃ
ЁЁЁЁ
ЁЁЁЁЙЄвеВЮЪ§ХфЗНЃКИїжжЙЄвеВЮЪ§ЕФХфЗНЃЌБугкЙмРэЃЌашЩшжУУмТыЁЃ
ЁЁЁЁ
ЁЁЁЁ2ЃЎЯЕЭГЫйЖШПижЦеОЃКВЩгУЮїУХзгS7-226PLCИКд№ЯЕЭГЕФПижЦЃЛЙЄвеВЮЪ§ЕФДЋЪфКЭЙмРэЃЛећЛњЕФВйзїКЭдЫаааЕїЃЛећЛњзДЬЌЪ§ОнЕФЙмРэЃЛећЛњИїЙЪеЯаХЯЂЕФДІРэЁЃПижЦПђЭМШчЯТЁЃ
ЁЁЁЁ
ЁЁЁЁS7-226PLCВЩгУCANopenзмЯпЃЈзджЦЭЈбЖПЈЃЉЗНЪНгыИїЖЇЮЛЩЯЕФЕЅЦЌЛњЖЇПиПЈСЌНгЃЌЭъГЩИїЖЇЮЛЕФПижЦЁЂЪ§ОнВЩМЏЁЃ
ЁЁЁЁ
ЁЁЁЁ3ЃЎЖЇзгЫйЖШПижЦЃКгЩ2ЬЈЮїУХзгMM44075KWБфЦЕЦїЗжБ№Ч§ЖЏзѓгвВр60ЬЈЖЇзгЕчЛњЁЃЯЕЭГПижЦеОИљОнЩшЖЈжЕКЭЖЇЮЛЪЕМЪЫйЖШЕФЦНОљжЕОЙ§дЫЫуКѓгУЭЈбЖЗНЪНПижЦБфЦЕЦїдЫзЊЁЃПижЦОЋЖШДяЕН0.01HZЁЃ
ЁЁЁЁ
ЁЁЁЁ4ЃЎОэШЦЫйЖШПижЦЃКгЩ2ЬЈЮїУХзгMM4400.75KWБфЦЕЦїЗжБ№Ч§ЖЏзѓгвВр2ЬЈОэШЦМѕЫйЕчЛњЁЃОэШЦБфЦЕЦїгыЦфХфЬзЕФа§зЊБрТыЦїзщГЩБеЛЗЗДРЁЯЕЭГЃЛПижЦОЋЖШДяЕН0.01HZЁЃ
ЁЁЁЁ
ЁЁЁЁ5ЃЎГЌЮЙЫйЖШПижЦЃКгЩ2ЬЈЮїУХзгMM4404KWБфЦЕЦїЗжБ№Ч§ЖЏзѓгвВр2ЬЈГЌЮЙМѕЫйЕчЛњЁЃГЌЮЙБфЦЕЦїгыЦфХфЬзЕФа§зЊБрТыЦїзщГЩБеЛЗЗДРЁЯЕЭГЃЛПижЦОЋЖШДяЕН0.01HZЁЃ
ЁЁЁЁ
ЁЁЁЁ6ЃЎКсЖЏЫйЖШПижЦЃКгЩ2ЬЈЫЩЯТ750WНЛСїЫХЗўЧ§ЖЏЦїКЭЧ§ЖЏЕчЛњМгМѕЫйЦїЗжБ№ПижЦзѓгвВрКсЖЏвЦЩД,ОэШЦКЭКсЖЏЫйЖШвЊИљОнЩшЖЈЕФНЛВцНЧЃЌЗРЕўГЄЖШдкНЛВцНЧ1КЭНЛВцНЧ2жЎМфАД0.5°ВНГЄбЛЗЕндіЁЂЕнМѕдЫааЁЃ
ЁЁЁЁ
ЁЁЁЁ7ЃЎЖЇЮЛПижЦЃКИїЖЇЮЛЖМгЩИїздЕФЕЅЦЌЛњПижЦЁЃ
ЁЁЁЁ
ЁЁЁЁ1ЖЇЮЛЕФЦ№ЖЏЁЂЭЃжЙЃКИїЖЇЮЛе§ГЃЕЅЖРЦ№ЭЃЁЃжївЊЮЊЕчЖЇдЫааЁЂЩВГЕЁЂЖЯЩДаХКХХаЖЯЃЌМЦГЄаХКХМАжИЪОЕЦЕФСЊЫјПижЦЁЃЖЈГЄТњЙмздЭЃЁЃ
ЁЁЁЁ
ЁЁЁЁЖЯЩДКЭЪЇеХМрПиЃКдкФэЯпЙ§ГЬжаВњЩњЖЯЩДЛђЩДЯпеХСІЗЂЩњВЈЖЏЪБЃЌЖЇЮЛеОФмЪЙЯргІЖЇЮЛАДЙцЖЈЫГађЭЃГЕЃЌВЂЗЂГіЙЪеЯаХКХЁЃ
ЁЁЁЁ
ЁЁЁЁУПИіЖЇЮЛга5жжзДЬЌЃЌе§ГЃдЫааЁЂе§ГЃЭЃГЕЁЂЖЯЩДЁЂЪЇЫйЁЂТњЙмЁЃ
ЁЁЁЁ
ЁЁЁЁОЙ§ЪЕМЪдЫаажЄУїЃКЮїУХзгMM440БфЦЕЦїКЭS7-200PLCЃЌадФмжЪСПЮШЖЈПЩППЃЌгІгУЗНБуЁЂПьНнЁЃ